不鏽鋼材質:
我司采用06Cr19Ni10(30408),國家標準GB24511。
外表麵處理工(gōng)藝:
我司不鏽鋼容器主要有拉絲和鏡麵拋光兩種工藝,輔(fǔ)助工藝有噴漆工藝(yì)。
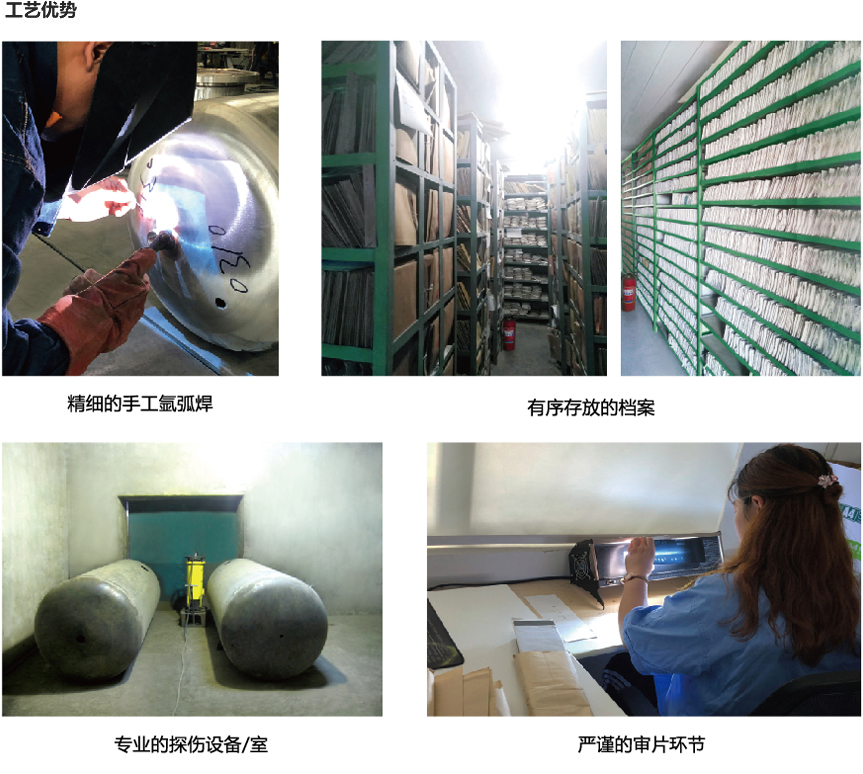
不鏽鋼(gāng)儲罐的焊接工藝您都了解嗎(ma)
不鏽鋼儲罐(guàn),顧(gù)名思義就是使用不鏽鋼焊接而成的罐子。一般來說,不鏽鋼儲(chǔ)罐應(yīng)該有較(jiào)高(gāo)的密閉性和較強的耐腐蝕(shí)性,這就對不鏽鋼儲(chǔ)罐的製作技術和焊接工藝提出了較高的要求。那麽,不(bú)鏽鋼儲罐的焊接工藝是咋樣的呢?下麵我們便(biàn)來一起了解(jiě)一下。
眾所周(zhōu)知,不鏽鋼(gāng)焊接(jiē)工藝有很多種,且每種的焊接質量也都不錯。但是(shì)在生產製作不鏽(xiù)鋼儲罐時,使用最多的還是氬弧焊焊接,且一般都(dōu)是手工焊接的。在氬弧焊焊接中,我們要使用(yòng)小電流、快焊速、短弧窄道焊,並使控製層間的溫度要控製在100度以下,當(dāng)然使用的焊接材料也要匹配,否則會(huì)影響(xiǎng)焊(hàn)接效(xiào)果。
另外,為了避(bì)免在焊接(jiē)時(shí)出現熱裂紋現象,我們還要注意選擇碳含量(liàng)低的優質氫焊條,焊接時填滿弧坑(kēng),且要收弧(hú)要慢,形成(chéng)月牙型收弧狀。滅弧的(de)時間間隔要把握的好,要(yào)在上一次(cì)弧點變為暗紅色之(zhī)前,進行下(xià)次的焊接。
一(yī)般來說,隻要我們能(néng)在焊接時注意好以上幾個事項,就可以製作出(chū)質量較高(gāo)的(de)不鏽鋼儲罐了。